
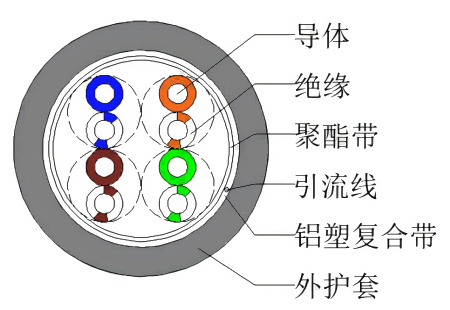
Khi hệ thống cáp được đặt ngầm, trong đường hầm hoặc trong nước dễ bị đọng nước, để ngăn hơi nước và nước xâm nhập vào lớp cách điện của cáp và đảm bảo tuổi thọ của cáp, cáp cần sử dụng cấu trúc lớp chắn chống thấm xuyên tâm, bao gồm lớp vỏ kim loại và lớp vỏ composite kim loại-nhựa. Chì, đồng, nhôm và các vật liệu kim loại khác thường được sử dụng làm vỏ kim loại cho cáp; băng composite kim loại-nhựa và lớp vỏ polyetylen tạo thành lớp vỏ composite kim loại-nhựa của cáp. Lớp vỏ composite kim loại-nhựa, còn được gọi là lớp vỏ toàn diện, có đặc điểm là mềm, dễ mang theo và độ thấm nước nhỏ hơn nhiều so với vỏ nhựa, vỏ cao su, thích hợp cho những nơi có yêu cầu cao về khả năng chống thấm nước, nhưng so với vỏ kim loại, lớp vỏ composite kim loại-nhựa vẫn có độ thấm nhất định.
Trong các tiêu chuẩn cáp điện trung thế của châu Âu như HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, băng nhôm phủ nhựa một mặt được sử dụng làm lớp bảo vệ chống thấm toàn diện cho cáp điện. Lớp kim loại của băng một mặtbăng keo nhôm tráng nhựaNó tiếp xúc trực tiếp với lớp chắn cách điện và đồng thời đóng vai trò như một lớp chắn kim loại. Theo tiêu chuẩn châu Âu, cần phải kiểm tra lực bóc tách giữa băng nhôm phủ nhựa và vỏ cáp, đồng thời tiến hành các thử nghiệm khả năng chống ăn mòn để đo điện trở xuyên tâm của cáp dưới nước; đồng thời, cũng cần phải đo điện trở DC của băng nhôm phủ nhựa để đo khả năng chịu dòng ngắn mạch của nó.
1. Phân loại băng keo nhôm tráng nhựa
Dựa trên số lượng lớp màng nhựa phủ trên chất nền nhôm khác nhau, có thể chia thành hai loại quy trình phủ dọc: băng keo nhôm phủ nhựa hai mặt và băng keo nhôm phủ nhựa một mặt.
Lớp bảo vệ chống thấm và chống ẩm toàn diện của cáp điện trung và hạ thế cũng như cáp quang, được cấu tạo từ băng nhôm tráng nhựa hai mặt và lớp vỏ bọc bằng polyethylene, polyolefin và các vật liệu khác, đóng vai trò chống thấm nước và chống ẩm từ bên trong. Băng nhôm tráng nhựa một mặt chủ yếu được sử dụng để che chắn kim loại cho cáp truyền thông.
Theo một số tiêu chuẩn châu Âu, ngoài việc được sử dụng làm lớp vỏ chống thấm toàn diện, băng nhôm tráng nhựa một mặt còn được sử dụng làm lớp chắn kim loại cho cáp điện áp trung bình, và lớp chắn bằng băng nhôm có ưu điểm rõ rệt về chi phí so với lớp chắn bằng đồng.
2. Quy trình quấn dọc băng keo nhôm phủ nhựa
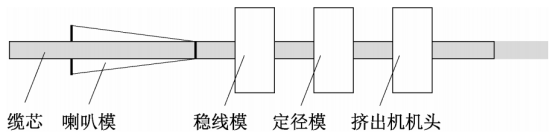
Quá trình quấn dọc dải composite nhôm-nhựa đề cập đến quá trình biến đổi băng nhôm phủ nhựa từ hình dạng phẳng ban đầu thành hình dạng ống thông qua một loạt các thao tác biến dạng khuôn, và liên kết hai mép của băng nhôm phủ nhựa. Hai mép của băng nhôm phủ nhựa phẳng và nhẵn, các mép được liên kết chặt chẽ và không bị bong tróc giữa nhôm và nhựa.
Quá trình chuyển đổi băng nhôm tráng nhựa từ dạng phẳng sang dạng ống có thể được thực hiện bằng cách sử dụng khuôn quấn dọc bao gồm khuôn sừng quấn dọc, khuôn ổn định đường và khuôn định cỡ. Sơ đồ quy trình của khuôn đúc quấn dọc băng nhôm tráng nhựa được thể hiện trong hình dưới đây. Hai mép của băng nhôm tráng nhựa dạng ống có thể được liên kết bằng hai quy trình: liên kết nóng và liên kết nguội.
(1) Quá trình liên kết nóng
Quá trình liên kết nhiệt sử dụng lớp nhựa của băng nhôm tráng nhựa để làm mềm ở nhiệt độ 70~90℃. Trong quá trình biến dạng băng nhôm tráng nhựa, lớp nhựa tại mối nối của băng nhôm tráng nhựa được làm nóng bằng súng thổi khí nóng hoặc ngọn lửa đèn khò, và hai mép của băng nhôm tráng nhựa được liên kết với nhau bằng độ nhớt sau khi lớp nhựa đã mềm. Dán chặt hai mép của băng nhôm tráng nhựa lại với nhau.
(2) Quá trình liên kết nguội
Quá trình ép nguội được chia thành hai loại, loại thứ nhất là thêm một khuôn ổn định dài ở giữa khuôn kẹp và đầu đùn, sao cho băng nhôm phủ nhựa duy trì cấu trúc ống tương đối ổn định trước khi vào đầu đùn, cửa ra của khuôn ổn định nằm gần cửa ra của lõi khuôn đùn, và hỗn hợp nhôm-nhựa ngay lập tức đi vào lõi khuôn đùn sau khi lấy ra khỏi khuôn ổn định. Áp suất đùn của vật liệu vỏ giữ cho cấu trúc ống của băng nhôm phủ nhựa được ổn định, và nhiệt độ cao của nhựa đùn làm mềm lớp nhựa của băng nhôm phủ nhựa để hoàn thành công việc liên kết. Công nghệ này phù hợp với băng nhôm phủ nhựa nhiều lớp hai mặt, thiết bị sản xuất dễ vận hành, nhưng quá trình gia công khuôn tương đối phức tạp, và băng nhôm phủ nhựa dễ bị bật trở lại.
Một quy trình liên kết nguội khác là sử dụng keo nóng chảy, trong đó keo nóng chảy được máy ép đùn làm tan chảy tại vị trí khuôn hình nón quấn dọc, ép chặt vào một bên mép ngoài của băng nhôm tráng nhựa. Hai vị trí mép của băng nhôm tráng nhựa được liên kết bằng keo nóng chảy thông qua đường kẻ ổn định và khuôn định cỡ. Công nghệ này phù hợp với cả băng nhôm tráng nhựa hai mặt và băng nhôm tráng nhựa một mặt. Quá trình gia công khuôn và thiết bị sản xuất đơn giản, dễ vận hành, nhưng hiệu quả liên kết bị ảnh hưởng rất nhiều bởi chất lượng của keo nóng chảy.
Để đảm bảo độ tin cậy trong hoạt động của hệ thống cáp, lớp chắn kim loại phải được kết nối điện với lớp chắn cách điện của cáp, do đó phải sử dụng băng nhôm phủ nhựa một mặt làm lớp chắn kim loại của cáp. Ví dụ, quy trình hàn nhiệt được đề cập trong bài viết này chỉ phù hợp với lớp chắn hai mặt.băng keo nhôm tráng nhựaTrong khi đó, quy trình dán nguội sử dụng keo nóng chảy phù hợp hơn với băng keo nhôm phủ nhựa một mặt.
Thời gian đăng bài: 30/7/2024